+86-13709461322




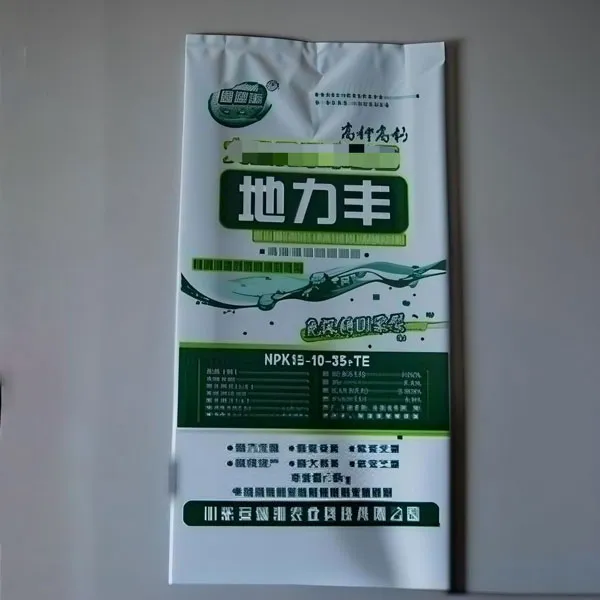
Двусторонние цветные печатные тканые мешки
Если честно, когда слышишь ?двусторонние цветные печатные тканые мешки?, многие сразу думают о простой упаковке для сыпучих материалов. Но на практике это целый комплекс задач: от выбора полипропиленовой нити и стабилизаторов цвета до настройки станков под конкретную печать. Частая ошибка — считать, что двусторонняя печать это просто нанести рисунок с двух сторон. На деле важно, чтобы краска не проступала на изнанку, не стиралась при трении и выдерживала деформацию мешка при заполнении. У нас на производстве бывали случаи, когда заказчик требовал яркий логотип с двух сторон, но при тестовой загрузке на 50 кг краска начинала ?ползти?. Пришлось менять тип пигмента и увеличивать плотность плетения — мешок стал тяжелее, но проблема ушла.
Сырье и технологические нюансы
Основа всего — качество полипропилена. Не любой гранулят подходит для цветной печати: если вторичка или низкокачественный первичный материал, цвет будет тусклым, а при экструзии нити возможны разрывы. Мы работаем с проверенными поставщиками, но иногда и там бывают сбои. Помню, партия нити из Юго-Восточной Азии дала желтоватый оттенок на белом фоне — пришлось срочно корректировать цветопередачу на печатных валах. Сейчас чаще используем сырье от российских и китайских производителей, где параметры стабильнее.
Плетение — отдельная история. Для двусторонней печати плотность должна быть выше стандартной, иначе краска пропитывает ткань неравномерно. Но и переусердствовать нельзя: слишком плотный мешек теряет гибкость, рвется на сгибах. Оптимальным считаем показатель 90–100 г/м2, хотя для пищевых продуктов иногда поднимаем до 110 г. Важный момент: направление плетения влияет на четкость печати. Если нить ложится неровно, мелкие детали логотипа ?размазываются?.
Краски — на водной основе или сольвентные? Вопрос не только в экологии, но и в условиях эксплуатации. Для мешков под удобрения, например, нужна устойчивость к химическому воздействию. Мы тестировали оба варианта: водные экологичнее, но при высокой влажности могут отслаиваться. Сольвентные держатся лучше, но требуют усиленной вентиляции в цеху. В итоге часто идем на компромисс: основу наносим водными красками, а критичные элементы (штрих-коды, контактные данные) — сольвентными.
Печать и послепечатная обработка
Сам процесс печати — это баланс между скоростью и качеством. Современные флексографские машины позволяют делать до 8 цветов с каждой стороны, но здесь есть подводные камни. Например, при печати на уже готовом тканом полотне важно точно совместить стороны. Если смещение даже на 1–2 мм, получается эффект ?двоения?, особенно заметный на шрифтах. Мы настраиваем станки вручную, и это всегда кропотливая работа. Иногда проще печатать на плоском полотне до сшивания мешка, но тогда ограничиваешься простыми форматами.
После печати — сушка. Казалось бы, что тут сложного? Но если перегреть, полипропилен становится хрупким; если недосушить — краска смажется при укладке. Температурный режим подбираем экспериментально под каждую партию сырья. Зимой, кстати, из-за низкой влажности в цеху процесс идет быстрее, летом — медленнее. Приходится постоянно контролировать.
И конечно, проверка. Готовые двусторонние цветные печатные тканые мешки мы выборочно тестируем на разрывную нагрузку и истираемость краски. Бывало, что партия проходила все этапы, но при погрузке на паллеты края мешков терлись друг о друга — и логотип терял четкость. Теперь дополнительно проверяем углы и швы. Мелкий брак (сколы краски, несовпадение цветов) чаще всего идет на упаковку неответственных грузов — например, строительного мусора.
Логистика и хранение: что часто упускают
Готовые мешки могут месяцами ждать отгрузки. Если хранить их под прямым солнцем, даже самые стойкие краски выгорают. У нас на складе всегда затемненные участки, но не все клиенты это учитывают. Один раз отгрузили партию мешков для сахара в Среднюю Азию — через полгода получили фото с выцветшими надписями. Оказалось, их складировали на открытой площадке. Теперь в контрактах прописываем условия хранения.
Транспортировка — отдельная головная боль. При перевозке морем важно защитить мешки от влаги и солевых испарений. Обычная полиэтиленовая упаковка паллетов здесь не всегда спасает. Мы используем дополнительную барьерную пленку, но это увеличивает стоимость. Для сухопутных перевозок главное — избегать трения в кузове. Мешки упаковываем в гофрокартон, хотя многие производители экономят на этом.
Специфика работы с удобрениями и химическими продуктами
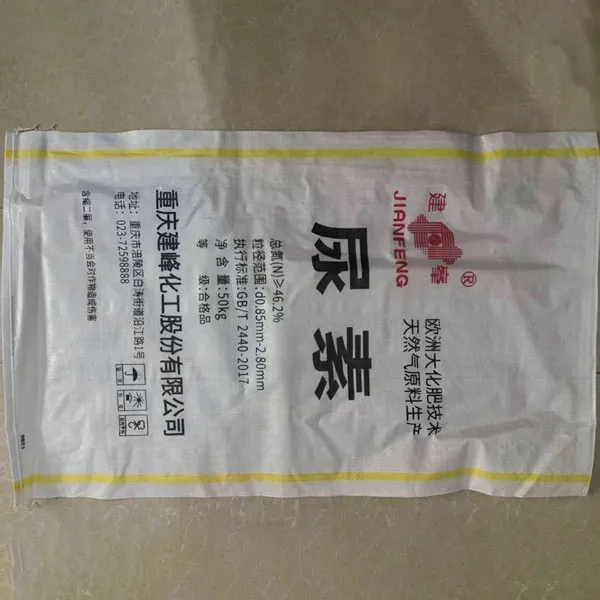
Для упаковки удобрений, карбамида или химического сырья требования жестче. Мешок должен быть не только прочным, но и инертным к содержимому. Например, аммиачная селитра может вступать в реакцию с некоторыми пигментами. Мы проводим тесты на химическую совместимость, но это удорожает процесс. Иногда клиенты просят сделать ?подешевле? — тогда используем более простые краски, но даем гарантию только на целостность мешка, а не на сохранность печати.
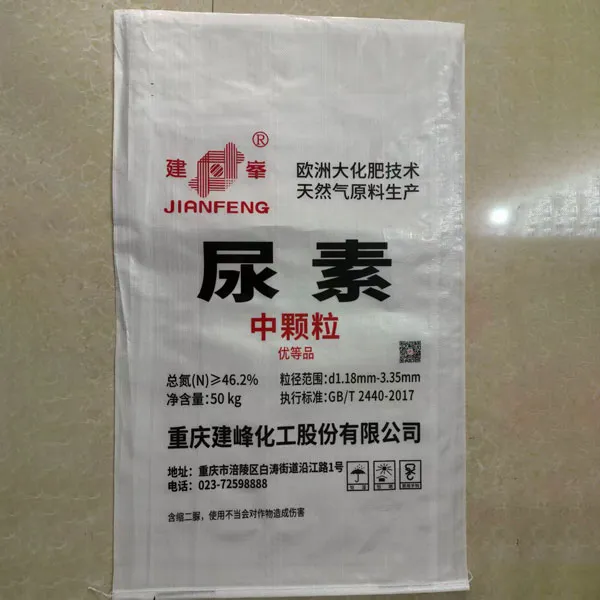
Здесь стоит упомянуть ООО Чунцин Динцзе Пластик Индастри — компанию, которая как раз работает в этой нише. На их сайте djsy.ru указано, что они специализируются на переработке пластиковых изделий, производстве упаковки, продаже химического сырья и удобрений. Для такого предприятия двусторонние печатные мешки — не просто тара, а часть логистической и маркетинговой цепочки. Мешки для карбамида, например, должны четко идентифицировать продукт, выдерживать многочасовую перевозку и при этом не рваться при погрузке краном.
Из нашего опыта: для подобных компаний критична стойкость печати к УФ-излучению и перепадам температур. Мешки могут храниться в порту под открытым небом или в неотапливаемых складах. Мы добавляем в краски специальные стабилизаторы, но они тоже имеют предел. Оптимальный срок сохранения четкости печати в таких условиях — около 12 месяцев. Дальше возможны выцветание и мелкие трещины.
Экономика производства и рыночные тренды
Себестоимость двусторонних цветных тканых мешков на 25–30% выше обычных. Основные затраты — краска (особенно если нужна точная цветопередача по Pantone) и более плотная ткань. Но для многих клиентов это оправдано: мешок становится носителем информации (инструкции, реклама, штрих-коды) и работает на бренд. Сейчас растет спрос на мешки с QR-кодами — их можно нанести с двух сторон для удобства сканирования.
Еще один тренд — экологичность. Некоторые заказчики просят делать мешки из вторичного полипропилена с биоразлагаемыми добавками. Но здесь возникает конфликт с качеством печати: вторичное сырье часто дает неоднородный фон. Пока что оптимального решения нет, работаем в основном с первичным материалом.
В целом, производство двусторонних печатных тканых мешков — это постоянный поиск баланса между стоимостью, прочностью и визуальным качеством. Технологии меняются, появляются новые краски и способы плетения, но базовые принципы остаются: хорошее сырье, точная настройка оборудования и понимание условий эксплуатации. Мелочи вроде влажности в цеху или угла наклона печатного вала часто влияют на результат больше, чем дорогое оборудование. И да, всегда стоит держать на складе запас нити и краски — поставщики тоже люди, могут подвести.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Односторонние ламинированные тканые мешки
Односторонние ламинированные тканые мешки -
 Внутренние стропы для биг-бегов
Внутренние стропы для биг-бегов -
 Обычный пластиковый мягкий контейнер (биг-бег)
Обычный пластиковый мягкий контейнер (биг-бег) -
 Проводящий мягкий контейнер (биг-бег)
Проводящий мягкий контейнер (биг-бег) -
 Двусторонние цветные печатные тканые мешки
Двусторонние цветные печатные тканые мешки -
 Полипропиленовые тканые мешки
Полипропиленовые тканые мешки -
 Двусторонние ламинированные тканые мешки
Двусторонние ламинированные тканые мешки -
 Односторонние цветные печатные тканые мешки
Односторонние цветные печатные тканые мешки